
COMMON TRADE NAMES: CRA 2550E, CRA2550, 25%CR50%Ni, SM2550®
 Alloy 2550 (UNS N06255) is a cold hardened nickel-based alloy intended for corrosion resistance to highly sour (H2S) environments with high chloride content, requiring high strength up to 400°F.
Alloy 2550 (UNS N06255) is a cold hardened nickel-based alloy intended for corrosion resistance to highly sour (H2S) environments with high chloride content, requiring high strength up to 400°F.
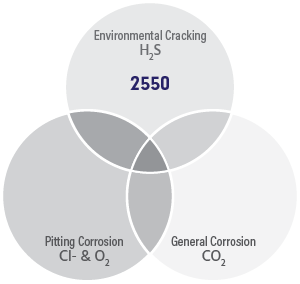
The high nickel and molybdenum content of 2550 extends the sour service limits of nickel alloys while also providing excellent resistance to chlorides and dissolved oxygen. Therefore, it is commonly used for downhole tubular components, packers, and other subsurface equipment in severely sour wells with high-pressure and high-temperature (HPHT) conditions, saltwater injection wells, and Acid Gas Injection (AGI) wells. However, all environmental factors, including H2S, CO2 , temperature, pH, and chloride concentration, should be considered before final material selection.
For sour service applications, 2550 is classified in MR0175/ISO15156 as a type 4d alloy, with no restrictions to a partial pressure of H2S below 300°F and resistant to 300 psi H2S at 425°F.
CRA 2550E (UNS N06255) is a premium, electro-slag re-melted version of alloy 2550. The performance and consistency are enhanced through tightly controlled compositional limits and microstructural cleanliness. CRA 2550E has excellent hydrogen embrittlement resistance at all standard strength levels.
MIN OD: 2-1/16″ (2.0625″)
MAX OD: 10-3/4″ (10.750”)
MAX WALL THICKNESS: 1.925”
LENGTHS: Up to 70′ (840”) – R1, R2, R3
END FINISH: Plain end, Premium threads, & API threads

Standard & Non-Standard Sizes Available.
Manufactured Material Available as Quickly as 1 Week.
Non-Standard Mill Quantities Accommodated